OFC無酸素銅製 水冷ヒートシンクの製造工程|切削からロウ付け・表面処理の要点

近年、EV(電気自動車)向けのパワーモジュール、高出力レーザー加工機、あるいはAIサーバー等のHPC(ハイパフォーマンスコンピューティング)分野において、デバイスの発熱密度は上昇の一途をたどっています。従来の空冷ファンによる放熱が限界を迎えつつある中、より冷却効率の高い「水冷ヒートシンク(コールドプレート)」への移行は、熱設計における必然の潮流と言えます。
水冷ヒートシンクの素材には、アルミニウムよりも圧倒的に熱伝導率が高い銅が選ばれるケースが増えていますが、単に銅を使えば良いというわけではありません。特に冷却水と接する環境下では、耐食性や接合部の信頼性がシステム全体の寿命を左右します。
そこで重要となるのが、素材としての「無酸素銅」の選定と、高精度な「切削加工」、そして水漏れを完全に防ぐ「ロウ付け(ブレージング)」技術です。
本記事では、開発・設計エンジニアの方々に向けて、無酸素銅製水冷ヒートシンクの製造工程を技術的な視点から解説します。 なぜタフピッチ銅ではなく無酸素銅なのか、流路加工のポイント、そして気密性と放熱性を両立するロウ付け・表面処理のノウハウまで。設計段階で知っておくべき「製造の勘所」を、工程フローに沿って詳解します。
- 素材選定: 水冷ヒートシンクに「無酸素銅(C1020)」が必須である技術的理由
- 加工技術: 放熱性能を最大化する切削技術と、水漏れを防ぐロウ付けの要点
- 品質保証: 長期信頼性を担保する表面処理とリークテストの基準

なぜ水冷ヒートシンクに「無酸素銅」が選ばれるのか
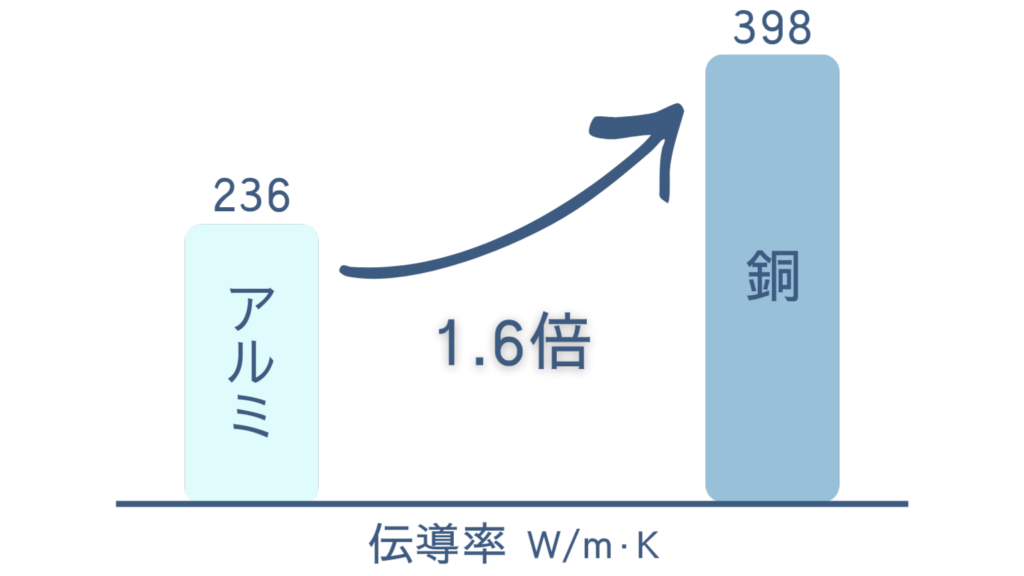
水冷ヒートシンクの設計において、最初の重要な意思決定は「素材選定」です。 一般的に銅材は、アルミニウム(熱伝導率:約236 W/m·K)と比較して約1.6倍の熱伝導率(約398 W/m·K)を持ちます。しかし、市場に流通する銅材には、電気配線等によく使われる「タフピッチ銅(C1100)」と、電子管等に使われる「無酸素銅(C1020)」などがあります。
熱伝導率だけを見れば両者に大きな差はありませんが、水冷ヒートシンク、特に「ロウ付け(ブレージング)」を用いる製品においては、無酸素銅(C1020)の選定が必須となります。その理由は、製造プロセスにおける加熱リスクにあります。
熱伝導率と加工性のバランス
無酸素銅(C1020)は、純度99.96%以上の純銅です。高い熱伝導性と展延性を持ち、マシニングセンタによる複雑な流路の切削加工において注意が必要なポイントはあるものの、概ね良好な加工性を示します。 一方、タフピッチ銅(C1100)も同等の熱特性を持ちますが、微量の酸素(0.02〜0.05%程度)を含んでいます。常温での使用や、はんだ付け程度の低温加熱であれば問題ありませんが、700℃〜800℃を超える高温プロセスを経る場合、この微量の酸素が致命的な欠陥を引き起こします。
水素脆化(水素病)のリスク回避
水冷ヒートシンクの製造において無酸素銅を選ぶ最大の理由は、「水素脆化(水素病)」の回避です。
ヒートシンクの構成部品を接合する「ロウ付け」工程では、金属表面の酸化を防ぐために、水素を含む還元雰囲気炉(水素炉)を使用するケースが多くあります。このとき、タフピッチ銅のように酸素を含む銅を高温(600℃以上)の水素雰囲気中に置くと、銅内部に侵入した水素が、素材に含まれる酸化銅(Cu2O)と反応し、水蒸気(H2O)を生成します。この水蒸気は銅の内部で高圧となり、結晶粒界を破壊して微細な亀裂(クラック)を生じさせます。この現象は、水素脆化と呼ばれていますです。
一度クラックが入ったヒートシンクは、強度が著しく低下するだけでなく、冷却水の漏洩(リーク)や、真空封止が必要な場合の真空漏れに直結します。
無酸素銅(C1020)は、製造段階で酸素含有量を極限(0.001%以下)まで低減しているため、水素雰囲気炉でロウ付けを行ってもこの水素脆化が起きず、高い信頼性を維持できます。
水冷ヒートシンクの製造工程フローと全体像
高品質な水冷ヒートシンクは、素材の特性を理解した上で、適切な工程管理を経て製造されます。当社における標準的な製造フローは以下の通りです。
工程① 高精度マシニング切削(水路/流路形成)
水冷ヒートシンクの冷却性能を決定づけるのは、冷却水と銅素材が接触する「表面積」の広さです。最初の工程では、無酸素銅(C1020)のブロック材に対し、マシニングセンタを用いて溝やピンフィンを切削加工します。
この工程で特に重要なのが、流路内部の「バリ取り」と「面粗度」の管理です。 複雑な流路形状においてバリが残留すると、使用中に冷却水流によって剥離し、ポンプやフィルターを詰まらせる原因となります。また、微細な凹凸はキャビテーション(空洞現象)の起点となり、エロージョン腐食(壊食)を招くリスクがあります。 そのため、当社では高精度なエンドミル加工に加え、徹底したバリ取りと洗浄を行い、スムーズな水流を実現する流路形成を行っています。

粘り気の強い「純銅」特有の難削性と対策
無酸素銅(C1020)をはじめとする純銅系材料は、高い熱伝導率を持つ反面、機械加工においてはやや注意が必要な素材です。 粘り気(延性)が強く、切削時に構成刃先が生じやすいため、切り屑が工具に絡みつきやすく、刃物の摩耗や欠けを引き起こすリスクがあります。また、この「伸びやすい」特性により、一般的な金属よりも大きなバリが発生しやすいという課題があります。
バリを抑制する加工パスと形状提案
微細な流路内部にバリが残留すると、剥離してポンプ詰まりの原因となるため、徹底した除去が必要です。しかし、後工程でのバリ取りだけに頼るのではなく、「そもそもバリを出さないための」加工技術が重要です。
当社では、純銅加工のノウハウを活かし、適切な工具選定と切削条件の最適化を行うだけでなく、設計段階から「バリの発生しにくい形状」へのVA/VE提案を行っています。加工パス(刃物の動き)を工夫し、バリを最小限に抑えることで、品質とコストのバランスが取れた製品を実現します。
設計自由度を高める「蓋(カバー)側」へのスリット加工
流路形成のアプローチは、ベースプレート側への加工だけではありません。 製品の厚み制限や、冷却水の流れ(圧力損失)を考慮した設計によっては、ベース側をフラットにし、蓋(カバー)側にスリット加工を施して流路を形成するケースも有効です。
当社では、ベース側・カバー側どちらへの流路形成にも対応しており、放熱効率と製造のしやすさを両立させる最適な加工方法を選択・提案いたします。
工程② ロウ付け(ブレージング)による接合
ベースプレート(流路側)とカバー(蓋)を一体化させ、完全な気密構造を作るために「ロウ付け(ブレージング)」を行います。 本工程では、連続式水素雰囲気炉を使用します。無酸素銅(C1020)の場合、水素の還元作用を利用して銅表面の酸化被膜を除去しながら接合できるため、フラックス(融剤)が通常は不要となり、流路内部に腐食の原因となる残渣を残さないクリーンな接合が可能です。
毛細管現象を制御する「ロウ材量」の適量管理
ロウ付けの品質において最も繊細なのが、投入するロウ材の量の調整です。 溶けたロウ材は毛細管現象によって接合面のわずかな隙間に浸透していきますが、この量は「多すぎても少しすぎても」欠陥につながります。
- 量が少ない場合: 接合面積が不足し、耐圧強度の低下やリーク(漏れ)の原因となります。
- 量が多い場合: 余剰なロウ材が内部に流れ出し、微細なマイクロチャンネルや流路を塞いでしまう(目詰まり・圧力損失増大)リスクがあります。
そのため当社では、接合面の面積や複雑な形状に応じて、事前に最適なロウ材の量をシミュレーション・調整し、強度不足も流路閉塞も起こさない「適量」を管理しています。
形状と熱容量に応じた温度プロファイルの最適化
ロウ付けは、単に炉に通せば良いというものではありません。 ヒートシンクの形状(厚みや大きさ)によって熱容量が異なるため、加熱時間と温度(ヒートパターン)を製品ごとに最適化する必要があります。
熱容量が大きい製品であれば、芯まで熱が伝わるのに時間がかかり、逆に薄肉製品であれば過加熱による溶解リスクがあります。当社では、製品形状に応じて炉内のコンベア速度や温度設定を細かく調整し、母材である銅を溶かすことなく、ロウ材だけを確実に濡れ広げる最適な条件を導き出しています。
工程③ マシニング加工(仕上げ加工)
ロウ付け工程では、製品全体を約800℃近くまで加熱するため、冷却時にどうしても素材に反りなどの熱歪みが発生します。特にヒートシンクの受熱面が歪んでいると、発熱体(IGBTモジュールやCPU等)との間に微小な隙間が生じ、接触熱抵抗が増大して冷却性能が著しく低下します。
この問題を解決するため、接合後に再度マシニングセンタにセットし、仕上げ加工(歪み取り)を行います。平面度(Flatness)を0.1mmレベル(例 300×300角、t=10)、0.01mmレベル(例 20×20角、t=10)まで高精度に切削し、仕上げ加工を行うことで、デバイスと完璧に密着する接触面を創出します。なおヒートシンク側面や裏面も同様に、仕上げ加工を施すのが一般的です。この「後加工」こそが、高性能ヒートシンクの品質を支える要です。
工程④ 表面処理 – 無電解ニッケルめっき
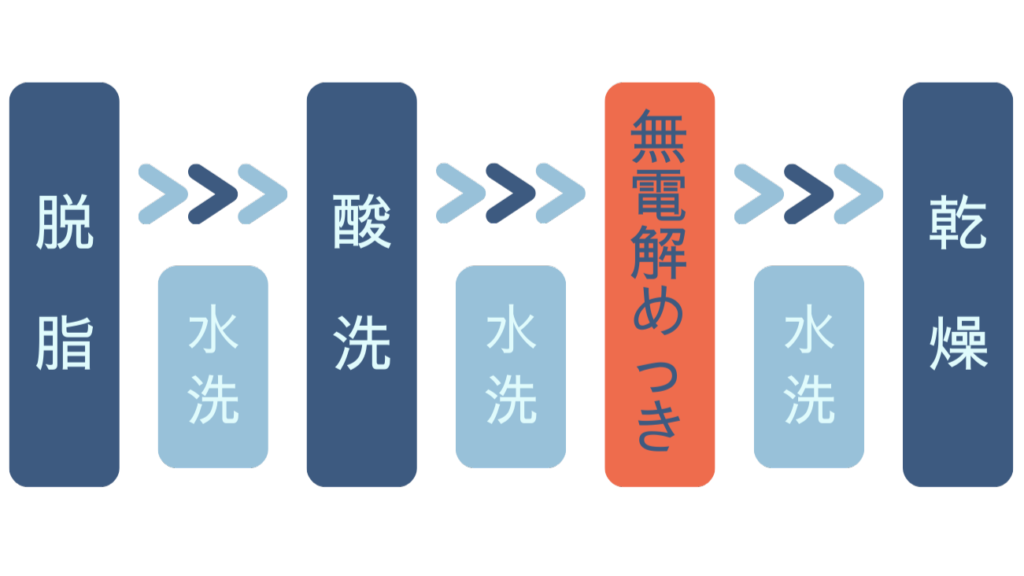
銅素材(C1020)は熱伝導に優れる反面、空気中の湿気や酸素と反応しやすく、そのままでは変色や緑青(ろくしょう)が発生してしまいます。そのため、最終製品としての耐候性と美観を保つために、筐体外周部には無電解ニッケルめっきの表面処理を施します。めっき工程は、下記の図表の通り、脱脂・酸洗い・めっき・乾燥の順で行います。
【重要】水路内へのめっき液浸入を防ぐ「マスキング処理」
本工程における最大の注意点は、冷却水が通る「水路内部」には、めっきを施さないという徹底した管理です。
めっき槽へ浸漬する際、水路の入口・出口ポート(継手接続部)には隙間なく専用のゴム栓を装着し、厳重なマスキングを行います。これにより、めっき液が流路内部へ浸入することを完全に防ぎます。 その結果、最も熱交換が行われる水路内部は、めっき皮膜(ニッケル等)がつかない銅下地(C1020)のままの状態が維持されます。これは、異種金属の皮膜による熱抵抗の付加を避け、銅本来の極めて高い熱伝導性能をダイレクトに冷却水へ伝えるための仕様です。
工程⑤ 品質検査
製造の最終段階では、図面通りの仕上がりを確認する寸法検査、キズや打痕を確認する外観検査に加え、水冷デバイスとして最も重要な気密検査(リークテスト)を実施します。
具体的には、製品内部に規定の空気圧を注入し、水槽に沈めて気泡の発生を目視で確認する「加圧水没試験(エアリークテスト)」を行います。 実使用圧力以上の負荷をかけ、ピンホールやロウ付け不良による漏れがないことを全数確認します。この厳しい検査基準をクリアした製品のみが、高信頼性の水冷ヒートシンクとして出荷されます。
一般的には、この加圧水没試験にて品質保証をおこなっておりますが、ご要望に応じてヘリウムリーク試験など他の検査試験も対応いたします。
まとめ:高放熱と信頼性を両立する「技術力」が鍵
EVやAIサーバー、高出力レーザー機器など、熱密度が上昇し続ける先端産業において、水冷ヒートシンクの役割はますます重要になっています。 素材として無酸素銅(C1020)を選定することは、熱伝導率の最大化と水素脆化リスクの回避という点で「最適解」ですが、その性能を製品として具現化するためには、確かな製造技術が不可欠です。
- 流路形成: 圧力損失と放熱面積のバランス、そしてポンプ詰まりを防ぐバリレス加工。
- 接合: 水漏れ(リーク)を許さない、適正なロウ材量と温度プロファイルによる高信頼性ブレージング。
- 仕上げ: 熱抵抗を極小化する平面度管理と、銅本来の性能を活かすマスキング処理。
これら一つひとつの工程における「微細な管理」の積み重ねが、システム全体の寿命と安全性を支えています。
当社では、単なる図面通りの加工にとどまらず、「作りやすさ(DFM)」と「冷却性能」を両立させるため、製造サイドからの有益なご提案でサポートいたします。
水冷ヒートシンクの試作・量産・設計のご相談
「既製品では冷却が追いつかない」「水漏れリスクが不安で設計が進まない」「試作から量産まで一貫して任せたい」 そのような課題をお持ちの設計・開発ご担当者様は、ぜひ一度ご相談ください。
- 高難度加工: 複雑な水路や薄肉フィンの切削、バリレス設計の提案。
- 接合技術: 水素炉を用いた酸化レス・フラックスレスロウ付け。
- 品質保証: 加圧水没試験による厳格な気密検査体制。
企画段階からの参画も可能です。お気軽にお問い合わせください。